





在这过程中,熔融金属在进入模具型腔时的起始速度,一般为15~60米/秒,高可达11/秒,在熔融金属凝固阶段,作用于其上的压力一般为200~200公斤/厘米。较不错甚至可达3000公斤/厘米。熔融金属开始进入型腔并凝固的过程,称为填充过程,在0.01~0.2秒内即告结束。由于压铸具有高压力和度特征,因而,压铸件轮廓清晰、结晶致密,具有较不错的强度。
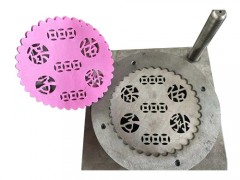
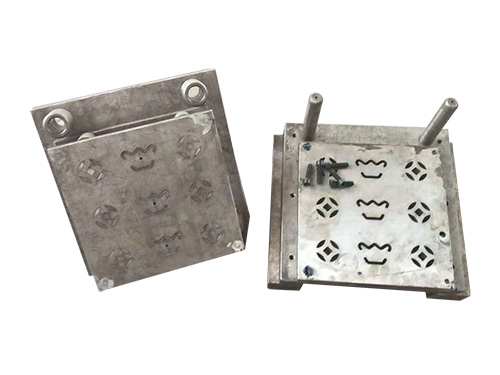
对于壁薄、形状复杂的纸钱模具,采用压铸法尤为适宜,这是其他铸造方法所不及的。现代工业,如汽车、电子通讯、航空、、仪器仪表、动力机件以及常用的机诫生产,都已普遍地采用了压铸的工艺。
 烧纸模具压力加工,就其变形时内部组织和性能的不同,可以分为冷变形和热变形两大类,此外,还有介于两者之间的温热变形,现分别介绍如下:
烧纸模具压力加工,就其变形时内部组织和性能的不同,可以分为冷变形和热变形两大类,此外,还有介于两者之间的温热变形,现分别介绍如下: 一、金属的冷变形:烧纸模具冷变形应该理解为变形结束后,使金属保留冷作硬化的塑性变形。我们常常把在室温下的加工,都叫做冷变形,严格地说,这是不够确切的。对于大多数金属或合金,上述两种说法是统一的,但有少数金属,虽然在室温下变形、所获得的并非硬化组织,因而,就不应称之为冷变形,
1、晶粒沿变形方向伸长,变形程度大致与工件外形的改变成比例,当变形度很大时,使各晶粒都被显著拉长,而呈纤维状组织(带状组织),例如,冷拉时呈纤维状,而冷压时则呈扁平状。这种冷变形纤维组织,系由晶界和滑移带构成,它不同于热变形产生的纤维组织,后者系由被变形的晶间偏析和夹杂物构成。
2、晶格与晶界扭曲,产生内应力。
3、由于晶间滑移而使晶粒碎化成许多位向略有不同的碎晶,即嵌镶块或亚晶粒,称为亚结构。
全自动烧纸冲孔机的滑销系统确定长期运行灵活。滑销系统采用小摩擦系数的金属,不需要注入润滑剂。机组的设计充足考虑到可能意外发生的超速、进冷汽、冷水、着火和突然振动,使汽轮机进水的功能达到AETDP-1-2006标准。
机组为高、中压缸联合启动方式。在通常情况下,高压缸排汽进入再热器,高、中压调节门同时控制启动过程,DEH程序将根据启动时的状况自动确定高、中压调节门的开度,其基本原则:1、总是高压缸汽;2、按高压缸排汽温度控制高压缸的流量,因此不会出现高压缸过热的情况除回热抽汽及给水泵汽轮机用汽外,机组能供给厂用蒸汽量。冷段抽汽量为50t/h,四级抽汽量为120t/h,五级抽汽量为50th,此工况下汽轮机也能带额定负荷。全自动烧纸冲孔机在带额定负荷时允许冷段和四段的大抽汽量分别为252t/h和180/h。
促使全自动烧纸冲孔机动静部分发生相对位移的主要因素有以下方面:
一、汽缸膨胀受阻致使汽缸发生位移或变形。表明存在这类全自动烧纸冲孔机故障的运行参数有汽缸相应膨胀、汽缸和转子间的相对膨胀(胀差)、轴向位移(串轴)等。
二、滑动轴承座移动受阻,发生倾斜、变形或位移,致使搭接在其上的汽缸发生不规则位移。
东光县鼎诚机械制造厂【http://www.dingchengshaozhiji.com/】主要产品有:全自动烧纸冲孔机、全自动纸钱冲孔机,打捆机、烧纸冲孔机、纸钱冲孔机、烧纸打孔机、纸钱打孔机、烧纸模具、纸钱模具、烧纸冲孔模具、纸钱冲孔模具、自动烧纸冲孔机、液压烧纸冲孔机、烧纸打捆机、全自动烧纸打孔机、烧纸打孔模具、自动烧纸冲孔机设计及制作、其它辅助设备等系列产品。其产品外形美观、结构稳定、而受到客商的一致赞誉。
全自动烧纸冲孔机http://www.dingchengshaozhiji.com/
全自动纸钱冲孔机http://www.dingchengshaozhiji.com/
纸钱冲孔机http://www.dingchengshaozhiji.com/
烧纸冲孔机http://www.dingchengshaozhiji.com/
烧纸打孔机http://www.dingchengshaozhiji.com/
纸钱打孔机http://www.dingchengshaozhiji.com/
纸钱模具http://www.dingchengshaozhiji.com/
烧纸模具http://www.dingchengshaozhiji.com/
